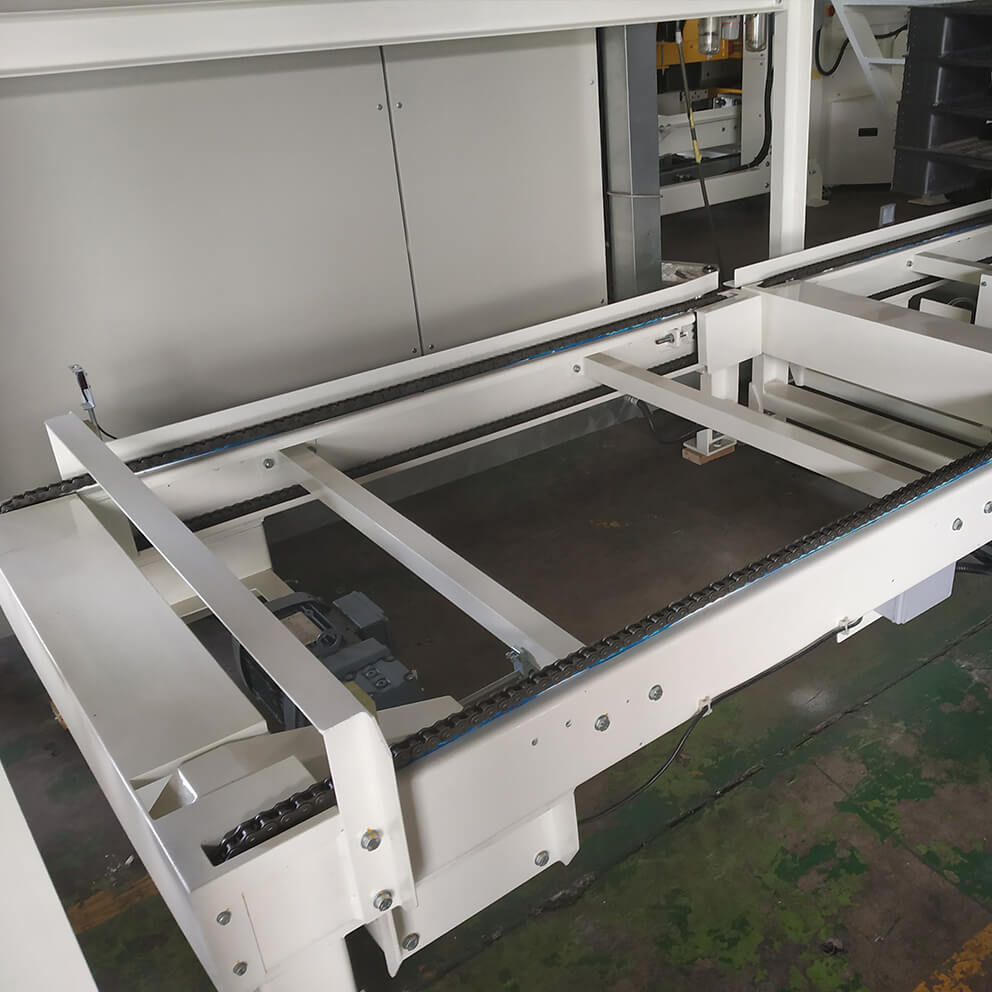


Pallet Handling Chain Conveyor
Chain conveyors are used for moving products down an assembly line and/or around a manufacturing or warehousing facility and are available in all practical widths, lengths and heights. Variable speed is possible for chain conveyors for achieving desired cycle time.
Chain conveyors utilize a powered continuous chain arrangement, carrying a series of single pendants. The chain arrangement is driven by a motor, and the material suspended on the pendants are conveyed.
Pallet Handling Chain Conveyors are designed to move pallets safely and efficiently in industrial settings. Built for heavy-duty operations, they excel in transporting large loads in environments such as warehouses, manufacturing plants, and distribution centers. Engineered for versatility, these conveyors handle various pallet sizes and weights with precision and durability.
Key Features:
- Robust Construction: Durable steel frame with minimal maintenance needs.
- Customizable Configurations: Adjustable lengths, widths, and chain types to suit specific needs.
- High Load Capacity: Designed to handle heavy pallets with ease.
- Smooth Operation: Precision chains ensure quiet, reliable performance.
- Energy-Efficient Motors: Optimized for continuous operation with low energy consumption.
- Safety Features: Equipped with emergency stop controls, safety guards, and sensors.
- Flexible Integration: Seamlessly connects with other material handling systems.
Applications:
Warehouses, manufacturing, automotive, food & beverage, logistics, and more.
Benefits:
Increased productivity, customizable design, and low maintenance make these conveyors an essential solution for streamlining operations and improving efficiency.


